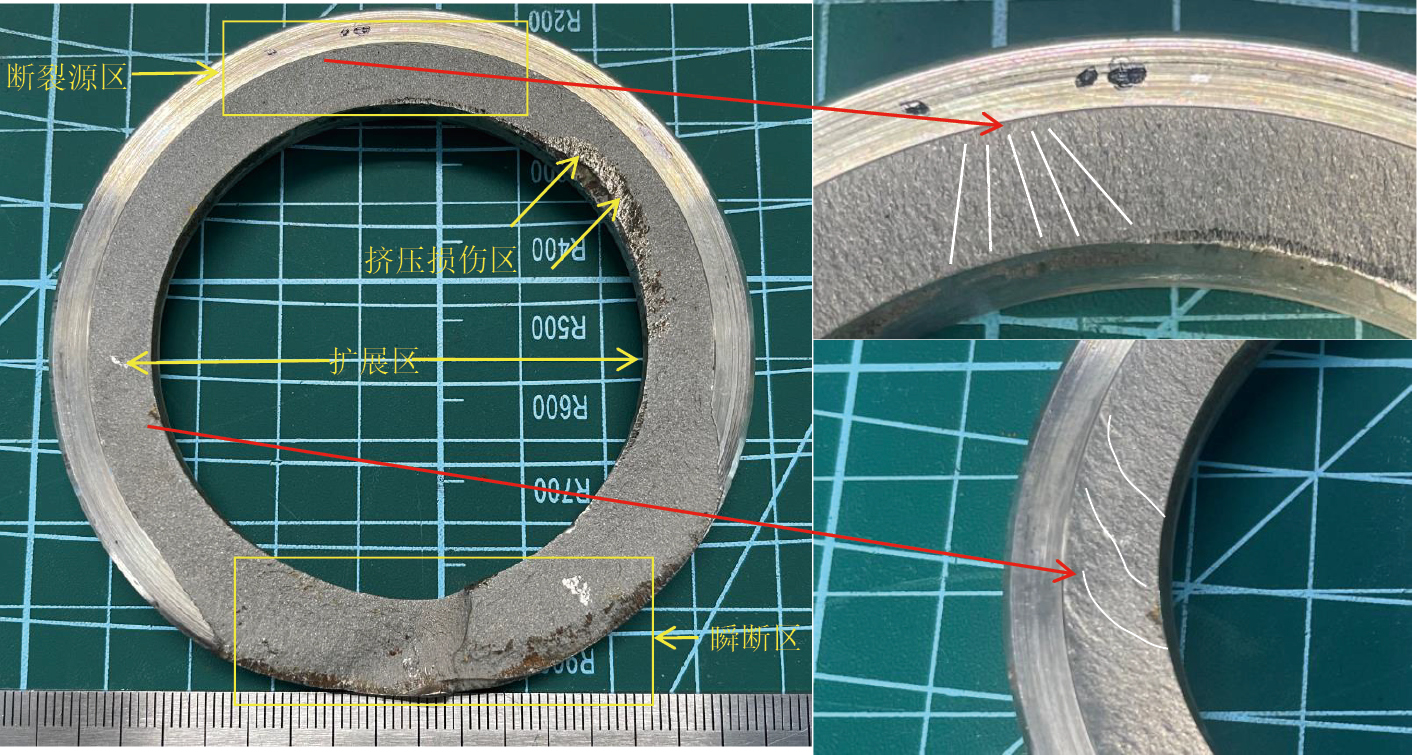
图 1同心测调工作筒断裂件与完好件外观
2025-09-30 09:51:33
注水工艺是提高海上油田油藏采收率的重要措施,其能够保持油层的压力,在海上油田开发中占有重要地位[1]。同心智能分层注水技术广泛应用于海上油田注水工艺,该系统总体结构包括井下分层注水测调仪器、同心测调工作筒、地面控制器及数据处理系统[2]。同心测调工作筒是井下工具,是同心智能分层注水技术的重要组成部分,其一旦发生断裂,会直接影响注水效果,还会影响油田的正常生产作业[3]。
某海上油田注水井于2020年9月8日下入同心测调工具,该井于2021年1月27日投入注水。所处储层温度为125~135 ℃。2023年4月,该井进行动管柱作业,取出井下工具,发现井下第4层同心测调工作筒断裂。同心测调工作筒断裂件与完好件外观如图1所示。
经查阅相关资料,该同心测调工作筒的材料为17-4 PH(05Cr17Ni4Cu4Nb)不锈钢,热处理工艺为 1 040 ℃ 固溶处理和 550 ℃时效处理,冷却方式为空冷。17-4PH不锈钢是一种马氏体沉淀硬化不锈钢, 具有高强度和优异的耐腐蚀性、抗氧化性等特点, 被广泛应用于石油化工、海洋装备、核工业等领域[4-7]。
笔者采用一系列理化检验方法分析了该17-4PH不锈钢同心测调工作筒的断裂原因,结果可对17-4PH不锈钢井下工具设计及制造提供建议与经验支持。
返回的同心测调工作筒试样宏观形貌如图2所示。由图2可知:试样外壁呈黑褐色,无明显腐蚀缺陷;断口处显示断裂位置为同心测调工作筒的上接头与外筒连接螺纹的根部,断口圆周方向80%较平坦,而剩余部分相对粗糙。用石油醚清洗断口,再用乙醇超声清洗,再观察试样,可见断口无腐蚀现象,表面有金属光泽;断口存在局部被挤压和磨损的痕迹,同时存在发亮区域(见图3)。查阅设计资料可知,该处螺纹根部的刀槽深度为4 mm、底角半径为1 mm,一般在螺纹根部不连续的区域易产生应力集中[8]。
在体视显微镜下观察断口,结果如图3所示。由图3可知:在靠近断口外壁螺纹边沿有放射性的棱线,其汇聚于机械加工台阶边缘位置(外壁螺纹附近),呈疲劳断裂的形貌特点[9-11]。该断裂源区位于外壁边沿的螺纹根部,大部分区域为疲劳扩展区,在扩展区可看到裂纹扩展的方向,其收敛位置均指向了断裂源区方向。
将上述试样断口置于扫描电镜下观察,结果如图4所示。由图4可知:断口边沿断裂源区位置可见放射状棱线,并收敛于螺纹边沿[见图4(a)];在螺纹边沿可见明显的加工刀痕,且加工刀痕附近存在微裂纹,多条平行的加工刀痕位于断裂源区附近[见图4(b),4(c)];断裂源区附近可见解理平面及沿晶裂纹等脆性断裂特征[见图4(d),4(e)],裂纹由断裂源区沿着周向瞬断区扩展。在疲劳扩展的后期,观察到疲劳弧线及沿晶二次裂纹[见图4(f)]。据此判定断裂机制是解理的脆性疲劳断裂[12],断裂起源于外表面的机械加工刀痕。对断口较光亮位置进行观察,发现该位置存在机械损伤痕迹,利用扫描电镜附带的能谱仪对该位置进行分析,发现该位置主要含有O、Mg、Al、K、Ca、Si、Cr、Ni、Cu等元素,其中O、Mg、Al、K、Ca元素为损伤时引入的,未发现较敏感元素Cl、S等。
对该断裂件及同时间下井的其他同心工作筒完好件进行取样,按照标准GB/T 11170—2008《不锈钢多元素含量的测定 火花放电原子发射光谱法(常规法)》,采用直读光谱仪对其进行化学成分分析,结果如表1所示。由表1可知:两个试样的化学成分符合标准GB/T 1220—2007《不锈钢棒》的要求。
17-4PH不锈钢中各种元素的主要作用为:Cr元素能够大幅提升材料的耐腐蚀性和淬透性;Ni元素可提升材料的韧性,并使材料的力学性能更加稳定;Cu元素是使17-4PH不锈钢沉淀硬化的主要元素,生成沉淀硬化相ε-Cu,有利于提高钢的强度和硬度;Nb元素能够配合生成沉淀硬化相NbC,少量粒状NbC相的析出不仅可起到析出强化的作用,还抑制了Cr元素的析出,从而增强了钢的耐腐蚀性,且材料强度提高[13]。
按照GB/ T 230.1—2018《金属材料 洛氏硬度试验 第1部分:试验方法》,采用洛氏硬度计分别测试断裂件与完好件的硬度,结果如表2所示。由表2可知:两个试样的硬度符合GB/T 1220—2007的35~40 HRC要求。17-4PH不锈钢中添加了大量的Cu等沉淀强化元素,组织上析出富铜的ε相而使其强化,且在550 ℃时效处理条件下,其硬度达到标准要求。
使用双立柱万能试验机对断裂件和完好件进行纵向取样,断裂件试样编号为1,2号,完好件试样编号为3,4号。按照GB/T 228.1—2021《金属材料 拉伸试验 第1部分:室温试验方法》对试样进行拉伸试验,结果如表3所示。由表3可知:材料的抗拉强度及屈服强度符合GB/T 1220—2007中550 ℃时效处理后材料性能的要求。
使用摆锤冲击试验机对断裂件与同时下井的完好件进行横向取样,断裂件编号为5,6,7号,完好件编号为8,9,10号。试样规格为10 mm×10 mm×55 mm(长度×宽度×高度),缺口形状为V型。按照GB/T 229—2020《金属材料 夏比摆锤冲击试验方法》对试样进行冲击试验,5~10号试样的冲击吸收能量分别为44,46,47,50,48,47 J,说明材料的冲击性能符合GB/T 1220—2007的要求(冲击吸收能量平均值不小于20 J)。
对断裂件试样断口附近及同时下井的完好工具件的相同位置进行取样,然后将试样进行镶嵌、预磨、抛光,再置于光学显微镜下观察,结果如图5所示。断裂件试样中非金属夹杂物被评为A类粗系2.5级,D类细系1.5级;完好件试样中非金属夹杂物被评为C类粗系1.5级。按照CB/T 1209—1992《0Cr17Ni4Cu4Nb(17-4PH)马氏体沉淀硬化不锈钢金相检验》,用F试剂腐蚀试样,再将腐蚀后试样置于光学显微镜下观察。发现断裂件试样的显微组织为马氏体和少量条状铁素体,同时也存在少量浅褐色残留奥氏体;完好试样的显微组织为回火马氏体+高温铁素体。与马氏体相比,条状铁素体的存在破坏了基体组织的均匀性,铁素体具有良好的韧性与塑性,但强度和硬度低,断裂件试样的显微组织存在一定的不均匀性。
该17-4PH不锈钢同心工作筒的疲劳源起始于螺纹根部机械加工刀痕位置,裂纹由疲劳源区沿着圆周方向向瞬断区扩展,断裂源区附近可以观察到放射棱线,扩展区域可以观察到疲劳弧线,判断断口为疲劳断裂断口。
断裂源区可见多条明显的机械加工刀痕及微裂纹,疲劳扩展区可以观察到疲劳弧线和沿晶二次裂纹形貌。因此判断该工作筒发生脆性疲劳断裂,断裂起始源与螺纹根部的机械加工刀痕有关,机械加工刀痕容易造成应力集中[14-16],该断裂位置即应力集中处。
断裂件的化学成分符合标准要求,其硬度、拉伸及冲击性能均符合标准要求,其显微组织为马氏体和铁素体,未发现明显异常。
根据该井井史记录,其在服役期间存在多次酸化解堵的处理过程,且在修井过程中存在工具串遇卡的情况,经过上提与下放,并进行振击处理后,可以实现上提管柱。由此可见,管柱串在上提过程中所受的拉应力大于平时静止阶段,且修井过程中管柱受到上下不同载荷的应变作用力。
(1)测调筒断裂件的断裂机制为脆性疲劳断裂,裂纹起始于螺纹根部的机械加工刀痕,该位置在服役过程中容易产生应力集中,在拉力载荷的作用下,裂纹沿着周向扩展,直至筒体断裂。
(2)建议后期设计过程中优化螺纹根部的台阶过渡结构,尽量避免加工刀痕导致应力集中过大的现象。
文章来源——材料与测试网